

- Instalacija i spajanje jedinice
- Spajanje kablova za zavarivanje
- Podešavanje stroja
- Mjere zaštite na radu
- Odabir polariteta
- Odaberite struju zavarivanja
- Što je bazen za zavarivanje
- Inverterski postupak zavarivanja
- Što je lučni razmak
- Zavarivanje tankog metala
- Što zavarivači početnici trebaju znati
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
Oprema za zavarivanje danas je zastupljena u mnogim varijantama. Ali inverterski uređaji stekli su najveću popularnost među kućnim majstorima zbog svoje kompaktnosti i svestranosti. Inverter za zavarivanje je oprema koja majstoru omogućuje izvođenje raznih vrsta zavarivačkih radova. No, da biste ih učinkovito proveli, nije dovoljno imati skupu jedinicu, potrebno je i naučiti koristiti aparat za zavarivanje.
Instalacija i spajanje jedinice
Za učinkovito i sigurno korištenje pretvarača prije svega potrebno ga je pravilno pripremiti za rad. Ovaj proces se provodi u nekoliko faza. Prvi zadatak je instalirati i spojiti jedinicu. Instalacija pretvarača mora slijediti određena pravila:
- uređaj mora biti postavljen tako da bude najmanje 2 m udaljen od zidova ili bilo kakvih predmeta;
- uređaj mora biti uzemljen;
- mjesto zavarivanja mora biti odabrano tako da bude udaljeno od zapaljivih predmeta;
- preporuča se kuhati ili na slobodnoj platformi ili na metalnom stolu.
Pretvarač možete spojiti i na kućnu mrežu (220 V) i na mrežu s naponom od 380 V, koja se obično koristi u proizvodnji. Ako se uređaj namjerava koristiti daleko od električnih mreža, tada se može spojiti na generator, dizel ili benzin.
Priključak struje
Spajanje aparata za zavarivanje u kućnu električnu utičnicu često uzrokuje probleme. Uzrok njihove pojave može biti staro ožičenje ili nedovoljan promjer njegovih žica. Obično je ožičenje dizajnirano za struju do 16 A.A budući da svi uključeni uređaji u kući mogu premašiti ovu vrijednost, iz sigurnosnih razloga postavljaju se automatski prekidači (automatski uređaji). Stoga je kod spajanja potrebno znati snagu aparata za zavarivanje kako ne bi aktivirao aparat.

Spajanje pretvarača na kućnu mrežu
Također biste trebali obratiti pozornost na pad mreže. Ako pri uključivanju pretvarača primijetite pad napona u mreži, to ukazuje na nedovoljan presjek žica. U tom slučaju potrebno je izmjeriti do kojih vrijednosti pada napon. Ako padne na vrijednosti ispod minimuma s kojim pretvarač može raditi (navedeno u uputama), tada ne možete spojiti uređaj na takvu mrežu.
Korištenje produžnog kabela
Mrežni kabel spojen na pretvarač ispunjava sve zahtjeve za napajanje i ne uzrokuje probleme s vezom. Ali ako njegova duljina nije dovoljna, tada biste trebali odabrati produžni kabel s presjekom žice od najmanje 2,5 mm2 i duljine ne više od 20 metara.Takvi parametri produžnog kabela bit će dovoljni da pretvarač radi sa strujom do 150 A.
Treba imati na umu da prilikom spajanja uređaja na mrežu putem nošenja ostatak ne bi trebao biti umotan, jer kada se jedinica uključi, pretvorit će se u induktor. Kao rezultat toga, vodiči će se pregrijati i produžni kabel neće uspjeti.

Spajanje na generator
U slučajevima kada uređaj nije moguće spojiti na električnu mrežu, možete ga spojiti na generator koji radi na benzin ili dizel gorivo. Najviše se koriste benzinske elektrane. Ali nisu svi prikladni za spajanje strojeva za zavarivanje. Da bi inverter učinkovito radio, generator mora imati snagu od najmanje 5 kilovata i proizvoditi stabilan izlazni napon. Oscilacije snage mogu oštetiti zavarivač.
Također biste trebali razmotriti s kojim ćete promjerom elektrode raditi. Na primjer, ako elektroda ima promjer od 3 mm, tada će biti potrebna radna struja od oko 120 A s naponom luka od 40 V. Ako izračunamo snagu pretvarača za zavarivanje (120 x 40 \u003d 4800), dobivamo vrijednost od 4,8 kW. Budući da će to biti ulazna snaga, elektrana koja može isporučiti samo 5 kW radit će na svom limitu, što će značajno smanjiti njezin vijek trajanja. Stoga se generator mora odabrati s rezervom snage, otprilike 20-30% većom od one koju troši pretvarač.

Spajanje kablova za zavarivanje
Na prednjoj ploči pretvarača nalaze se 2 terminala, pored kojih se nalaze oznake u obliku znakova “+” i “-”. Na ove priključke spajaju se kablovi za zavarivanje, od kojih jedan na kraju ima metalnu kopču (štipaljku), a drugi ima držač elektrode.Svaki kabel se može spojiti na obje stezaljke, ovisno o metodi zavarivanja, o čemu će biti riječi kasnije. Nakon spajanja kabela na stroj, jedan od njih, sa štipaljkom, spaja se na stol za zavarivanje ili na radni predmet.
U nekim slučajevima standardna duljina kabela možda neće biti dovoljna, na primjer, kada radite na visini. U takvim situacijama postavlja se pitanje: može li se kabel za zavarivanje produžiti? Profesionalci ne savjetuju da to radite, pogotovo kada je u pitanju inverterski uređaj. Ova se činjenica može objasniti činjenicom da svaki kabel ima određene karakteristike otpora. Stoga je neizbježno "curenje" napona i struje cijelom dužinom. Stoga, što je duljina kabela duža, napon više opada.
Ako pokušate nadoknaditi gubitak napona i struje dodavanjem vrijednostina ploči jedinice, tada će ova mjera najvjerojatnije onemogućiti elektroniku pretvarača. Ispada da je lakše dovesti stroj bliže radnom mjestu zavarivača nego potrošiti znatan iznos na popravak jedinice nakon produljenja kabela.

Podešavanje stroja
Kvaliteta zavarivačkih radova ovisi o tome je li inverter za zavarivanje pravilno postavljen, posebno kada je u pitanju pravilan izbor elektroda. Također za razmatranje:
- dubina zavara;
- lokacija šava u prostoru (okomito ili vodoravno);
- marka ili vrsta metala za zavarivanje;
- debljina metala, itd.
Trebali biste znati da se za svaku vrstu metala proizvode odgovarajuće elektrode. S inverterima se mogu koristiti elektrode promjera do 5 mm. Ali za svaku debljinu alata potrebno je odabrati odgovarajuću jakost struje zavarivanja. Za pravilno postavljanje aparata za zavarivanje, možete koristiti donju tablicu.
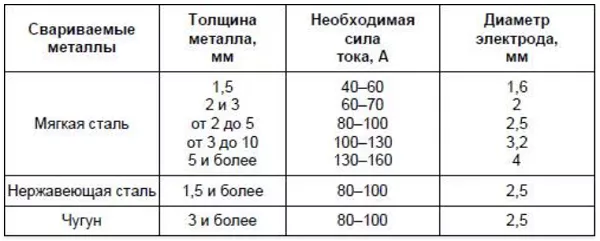
Na primjer, ako morate zavarivati meki čelik debljine 5 mm s inverterom, tada trebate odabrati elektrodu od 3 mm i namjestiti struju na stroju na 100 A. Nakon probnog zavarivanja struja se može prilagoditi, odnosno smanjiti ili povećati.
Mjere zaštite na radu
Utvrđena sigurnosna pravila mogu se reći da su ispisana “krvlju” žrtava, te je stoga njihovo zanemarivanje strogo zabranjeno. O njihovom poštivanju ovisi zdravlje i život ne samo operatera opreme za zavarivanje, već i ljudi oko njega. Dakle, sigurnosna pravila uključuju sljedeće.
- Prije početka rada provjerite cjelovitost izolacije na svim žicama i kabelima spojenim na uređaj. Također je potrebno provjeriti ispravnost opreme, naime, osigurati da je napon otvorenog kruga nula. U tom slučaju sustav mora biti u dobrom radnom stanju, isključujući napon na elektrodi kada je uređaj u stanju mirovanja.
- Prije spajanja opreme provjerite električnu mrežu pod opterećenjem (izmjerite raspon pada).
- Za zaštitu mrežnice od ultraljubičastog zračenja koje nastaje pri gorenju zavarivačkog luka potrebno je koristiti zaštitnu masku (štit) ili posebne naočale. Ne tako davno, u prodaji su se pojavile maske za zavarivanje i naočale s "kameleonskim" naočalama, koje automatski potamne kada ih udari jarko zračenje. Naočale ili masku treba nositi ne samo zavarivač, već i njegov pomoćnik.

- Ako se radovi zavarivanja izvode u zatvorenom prostoru, tada se za zaštitu dišnog sustava i sprječavanje trovanja štetnim plinovima koriste respiratori sa zamjenjivim ulošcima ili maske kroz koje se prisilno dovodi pročišćeni zrak.
- Za zaštitu ruku od prskanja metala koriste se posebne rukavice - tajice za varenje.

- Za zaštitu tijela koriste se kombinezoni, jakne i hlače od vatrostalne tkanine.
- Kako biste zaštitili svoja stopala, morate nositi visoke čizme kako u njih ne bi ušle metalne iskre. Čizme trebaju biti pokrivene odozgo hlačama.

- Radno mjesto treba biti dobro osvijetljeno.
- Ispod nogu zavarivača mora biti gumena prostirka ili drveni pod kako bi se spriječio strujni udar.
- Ne smije biti nikakvih stranih predmeta oko radnog mjesta o koje se možete spotaknuti.
- Pijesak i aparat za gašenje požara trebaju biti u blizini radnog mjesta kako bi se vatra ugasila na vrijeme.
- Uzemljenje aparata za zavarivanje je obavezno.
Ako ste već proučili sigurnosna pravila, možete se početi upoznavati s načinom rada s električnim zavarivanjem.
Odabir polariteta
Nije tajna da do procesa taljenja metala dolazi zbog visoke temperature električnog luka koji se javlja između materijala koji se zavaruje i elektrode. U ovom slučaju, kabel s držačem za elektrodu i kabel mase (sa kopčom) spojeni su na različite priključke uređaja. Da biste ispravno spojili kabele, morate razumjeti kada su obrnuti.
Kod zavarivanja inverterom ili bilo kojim drugim aparatom za zavarivanje koristi se izravni i obrnuti polaritet spojnih kabela na aparat. Izravni polaritet se obično naziva spojem kada je kabel s elektrodom spojen na minus, a metal koji se zavaruje na plus.
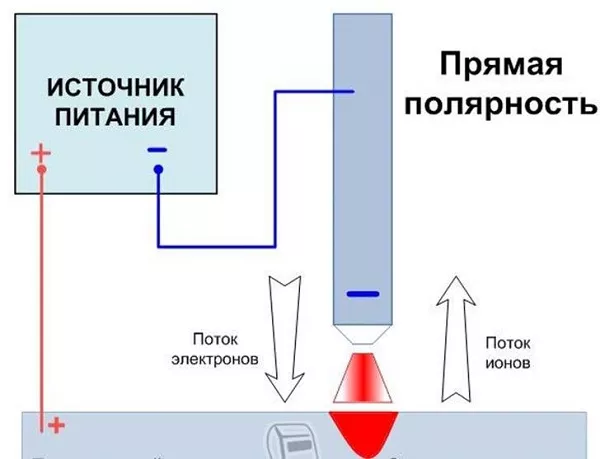
Ova metoda spajanja omogućuje dobro zagrijavanje metala, što čini šav dubokim i kvalitetnim. Metoda izravnog polariteta koristi se kod zavarivanja debelih metalnih proizvoda.
Obrnuti polaritet znači spajanje kabela elektrode na plus, a kabela za uzemljenje na minus.

S ovom vezom, metal se manje zagrijava, a šav postaje širi. Obrnuti polaritet obično se koristi kod zavarivanja tankih metalnih proizvoda kako bi se isključilo progaranje dijela.
Odaberite struju zavarivanja
Struja zavarivanja odabire se prema debljini metala koji se zavariva i promjeru punila. Radi lakšeg izračuna, možete koristiti tablicu koja je navedena gore, u odjeljku koji je govorio o postavljanju jedinice. Također, pri odabiru optimalne jakosti struje, treba se sjetiti pravila: što je veća jakost struje, to se dublji šav dobiva i brže se može pomicati elektroda. Stoga je potrebno postići idealan omjer brzine kretanja aditiva i jakosti struje, tako da šav ima potrebnu konveksnost i dubinu dovoljnu za dobro zavarivanje rubova dijelova.
Savjet! Nakon spajanja novih kabela na stroj, koji ne prelaze preporučenu duljinu, potrebno je izmjeriti struju zavarivanja kako bi se utvrdila njezina vrijednost i po potrebi korigirala.Što je bazen za zavarivanje
Zavar je spoj koji nastaje kada se metal zagrije do rastaljenog stanja. Proces zavarivanja se izvodi pomoću elektrode koja se sastoji od dva dijela.
- Jezgra koja predstavlja metalnu šipku.
- Poseban premaz koji sprječava ulazak kisika u bazen za zavarivanje. Sve elektrode su izrađene od metala visoke električne vodljivosti. To je neophodno kako bi električna struja bila usmjerena točno na mjesto zavarenog šava.
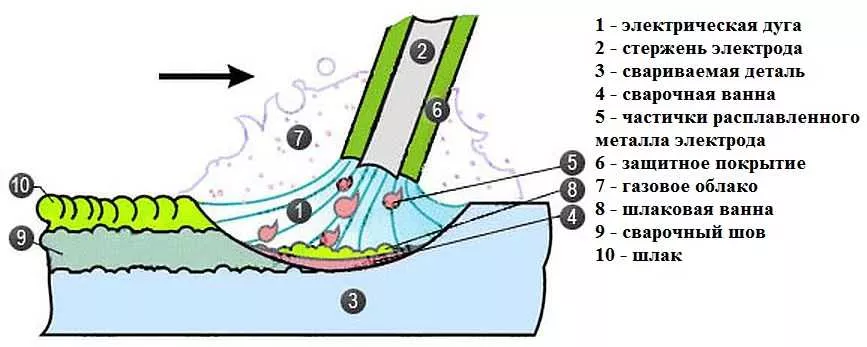
Iako je proces električnog zavarivanja prilično složen, općenito se može prikazati na sljedeći način.
- Elektroda dolazi u kontakt s površinom koju treba zavariti;
- Pod utjecajem visokih temperatura, premaz štapa se počinje topiti.
- Ovaj proces prati oslobađanje plina, koji ograničava ulazak kisika u zavareno područje;
- Taljeni premaz ostaje na površini fuge i štiti je od prodora kisika nakon završetka radova. Takav rastaljeni sloj naziva se troska.
Samo zavarivanje metala vrlo je složen proces. Prilikom izvođenja potrebno je znati puno suptilnosti. Kvaliteta šava ovisi o nizu čimbenika. Jedan od njih - oba dijela za zavarivanje moraju biti ravnomjerno zagrijana na istu temperaturu. Taloženje metala treba se odvijati tako da se kuglica ravnomjerno topi u različitim smjerovima. Osim toga, potrebno je uzeti u obzir činjenicu da se elektroda topi tijekom zavarivanja, a luk se stalno kreće prema šavu. Stoga ga morate stalno lagano približavati detaljima. Izvedba širokog šava također ima svoje specifičnosti. Da biste to učinili, morate naučiti kako zavarivati u krugu ili cik-cak.
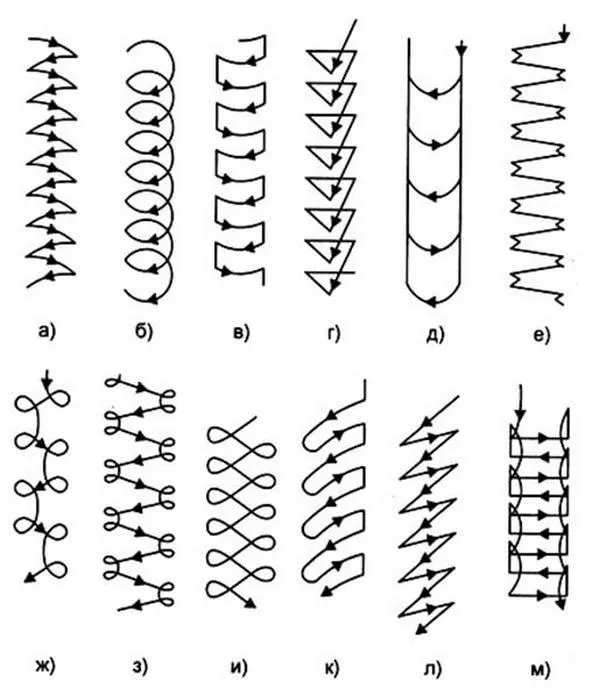
Opcije za pomicanje elektrode tijekom zavarivanja
Inverterski postupak zavarivanja
Prije početka zavarivanja potrebno je pripremiti dijelove. Moraju se temeljito očistiti od boje, prljavštine i hrđe. Nakon toga, mrlje od masnoće ili boje treba ukloniti s rubova otapalom.
Prije početka zavarivanja potrebno je podesiti jakost struje. Možete isprobati probni zavar. Ako se valjak pokaže mutnim, potrebno je povećati snagu struje. Kada valjak postane toliko velik da postaje teško pomicati električni držač, struja se smanjuje.
Ako se za zavarivanje koriste stare elektrode, moraju se osušiti prije početka rada. Treba ih držati nekoliko sati na temperaturi od oko 2000 stupnjeva. Za to možete koristiti posebne peći.
Luk možete pokrenuti na sljedeće načine:
- pomoću metode slične paljenju šibica;
- lupnite krajem elektrode po metalu koji zavarujete nekoliko puta.

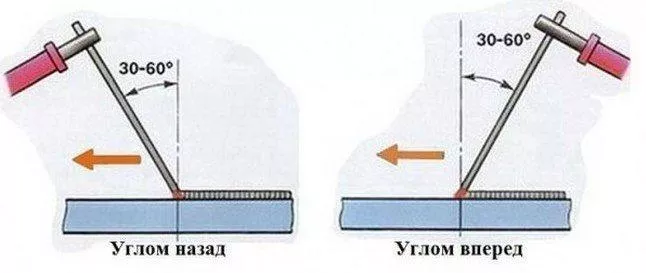
Za one koji tek počinju kuhati, možete prvo nacrtati crtu na metalu, a zatim nacrtati šav po njoj. Samo neka bude vidljivo. Nakon toga možete zapaliti luk i dovesti elektrodu do početka predviđenog šava. Ovdje se metal počinje topiti i pokrivati troskom. Ovako izgleda bazen za zavarivanje, koji se mora pomicati duž oznaka šava. To se mora učiniti pod određenim kutom. Postoje dvije razlike u vođenju šava pod kutom: naprijed ili natrag. Prva metoda je idealna za tanke metale, jer omogućuje zavarivanje s najnižom toplinom. Za debele metale koristi se druga metoda.
Što je lučni razmak
Razmak luka poznat je i kao duljina luka. Ovo je naziv za razmak koji se dobiva između materijala koji se zavariva i elektrode. Iskusni zavarivači tvrde da je za dobivanje visokokvalitetnog šava potrebno stalno održavati ovaj razmak na konstantnoj razini. Postoje tri vrste luka.
- Kratki luk. Lučni razmak od 1 mm, u kojem se metal zagrijava u malom području. Zbog toga zavar postaje konveksan. Zbog toga se na spoju šava i proizvoda može stvoriti nedostatak poznat kao podrezani. To je plitki žlijeb koji prolazi duž samog šava. Podrezivanje ima negativan učinak na kvalitetu i čvrstoću šava.
- Dugi luk. Vrlo je nestabilan i slabo zaštićen od izlaganja zraku. Dugi luk ne zagrijava metal dovoljno dobro, što rezultira ne previše dubokim šavom.
- Normalni luk. Ako se tijekom zavarivanja osigura normalni razmak, dobiva se visokokvalitetan, dobro zavaren šav. Razmak od 2-3 mm smatra se normalnim razmakom luka.

Zavarivanje tankog metala
U privatnoj kući ili seoskoj kući obično se zavaruju tanki elementi. Morate pažljivo obaviti posao, jer s nedostatkom iskustva lako možete spaliti metal. Stoga je prije odgovornog zavarivanja bolje vježbati na proizvodima veće debljine. Nakon toga možete pokušati kuhati tanki metal. U tom slučaju trebali biste se voditi sljedećim savjetima.
- Kod zavarivanja proizvoda potrebno je postaviti minimalnu preporučenu struju.
- Morate kuhati pod kutom prema naprijed.
- Morate raditi na obrnutom polaritetu.
- Da biste smanjili deformaciju dijelova pri zagrijavanju, preporučuje se njihovo fiksiranje škripcem ili stezaljkama.
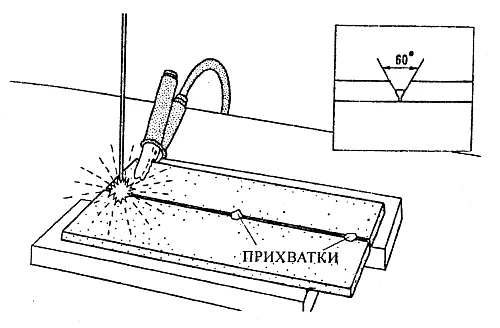
- Ako se spajaju elementi duži od 50 mm, prvo morate napraviti čavlice.
Što zavarivači početnici trebaju znati
Ako praktički nemate iskustva u zavarivanju, ali morate obaviti posao, morate zapamtiti sljedeće nijanse.
- Šav će se pokazati kvalitetnim, dobro zavarenim, a opekline se neće pojaviti na metalu ako ga stalno nadgledate. Stoga se preporuča unaprijed rasporediti dijelove za zavarivanje tako da je zgodno promatrati napredak zavarivanja.
- Najlakša opcija je zavarivanje u donjem položaju. Bolje je da početnici zavarivači počnu s njim. Zatim možete prijeći na prstenaste spojeve, a nakon njih na okomite. Ovo posljednje je najteže za izvesti.
- Radi praktičnosti, bolje je napraviti spojeve preklapanja. Ako varite sučeono, onda možete slučajno zavariti na stol na kojem leže elementi.
- Ako se tijekom rada pojave nedostaci, moraju se ukloniti. Da biste to učinili, problematično područje se dodatno prokuha ili najprije odabere uz pomoć mlina, a zatim ponovno zavari.
- Ako morate variti debele dijelove, tada je za potpuno prodiranje na rubovima potrebno napraviti skošenja. Razmak između rubova ovisi o debljini elemenata, ali ne smije biti manji od 0,5 mm.