
- Glavna klasifikacija
- transformatori
- Ispravljači zavarivanja
- izmjenjivači
- Zavarivanje poluautomatskih strojeva
- Argonsko zavarivanje
- Točkasti strojevi za zavarivanje
- Zavarivanje plinom
- Zavarivanje indukcijom
- Zavarivanje u plazmi
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
Zavarivanje kao svojevrsna veza metala postoji već više od jednog stoljeća i širi se gotovo u cijelom svijetu. Tijekom tih godina metode zavarivanja i uređaji s kojima se provode doživjeli su mnogo promjena i poboljšanja. Također, s razvojem napretka razvijene su nove metode zavarivanja i, prema tome, nove vrste strojeva za zavarivanje.
Glavna klasifikacija
Za spajanje metala razvijeni su mnogi tipovi opreme, koji se razlikuju ne samo u građevinarstvu nego i kod zavarivanja. Strojevi za zavarivanje mogu biti slijedeće vrste.
- Transformatori . Uz pomoć ovog tipa jedinice, AC napon mreže pretvara se u izmjenični napon, ali s karakteristikama prikladnim za zavarivanje.
- Ispravljači . Jedinice su AC-to-DC pretvarači, tako da zavareni luk postaje stabilniji, a šava za zavarivanje je kvalitetnija.
- Inverteri . Inverter za zavarivanje pretvara izmjeničnu struju u konstantan, nakon čega se konstanta pretvori u izmjeničnu visokofrekventnu struju, a na izlazu se ponovno ispravlja, budući da je zavareni luk s konstantnom strujom, kao što je već spomenuto, stabilnije.
- Semautomatski strojevi su i transformator i pretvarač. Na agregatima, umjesto elektroda, koristi se posebna žica, a zavarivanje se događa u okruženju zaštitnih plinova. Uređaji mogu kuhati i u kontinuiranom načinu rada paljenja i pulsiranom načinu rada. Takvu sposobnost posjeduje inverter-pulse jedinica.
- Generatori za zavarivanje . To je kombinacija stroja za zavarivanje (transformator ili pretvarač) s generatorom. Potonji mogu imati benzinski ili dizelski motor. Ovi uređaji se koriste na mjestima gdje nema napajanja.
Na strojevima za zavarivanje možete vidjeti sljedeću skraćenicu, koja se odnosi na struje s kojima rade:
- AC (izmjenična struja) - ta slova označavaju izmjeničnu struju;
- DC - oznaka istosmjerne struje.
Metode zavarivanja označene su sljedećim skraćenicama.
- MMA (ručni metalni luk) preveden je kao "ručno električno zavarivanje" (RDS). To je tradicionalni i najčešći način povezivanja metalnih proizvoda. Kao dodatak s uređajima koriste se komadi elektrode koje imaju zaštitni sloj (premaz).
- MAG (metalni aktivni plin) je metoda zavarivanja u kojoj se luka puhne s aktivnim plinom (obično se koristi ugljični dioksid CO 2 ). Ova metoda se koristi za poluautomatske strojeve koji koriste elektrodu kao dodatak.
- MIG (metalni inertni plin) . U ovom postupku zavarivanja koriste se inertni plinovi kao što su argon, helij, itd. MIG metoda se također koristi za poluautomatske zavarivače za spajanje obojenih metala i nehrđajućeg čelika. Za zavarivanje se koristi žica različitih metala.
- TIG (tungsten inertni plin). Prevedeno sa engleskog, riječ "volfram" znači "volfram". Zavarivanje se javlja kao neobuhvatna elektroda u okruženju inertnog plina. Podrijetlo luka dolazi između metala i volframske elektrode. Aditiv, koji se koristi kao metalna šipka, se dovodi izravno na mjesto zavarivanja, koje aktivno protječe štitnim plinom.
- PAW (Plazma elektrolučnog zavarivanja ) je plazma zavarivanje. Ona se provodi uz pomoć usmjerenog protoka ionizirane plazme.
Na pločicama s oznakama vozila možete vidjeti i oznaku "PN", što znači "trajanje opterećenja". Ovaj parametar se mjeri u postocima, gdje je 100% vremena koje je jedinica uzela 10 minuta.
Na slici ispod, PN uređaja jednak je 60%. To znači da svakih 6 minuta uređaja mora odmoriti 4 minute.
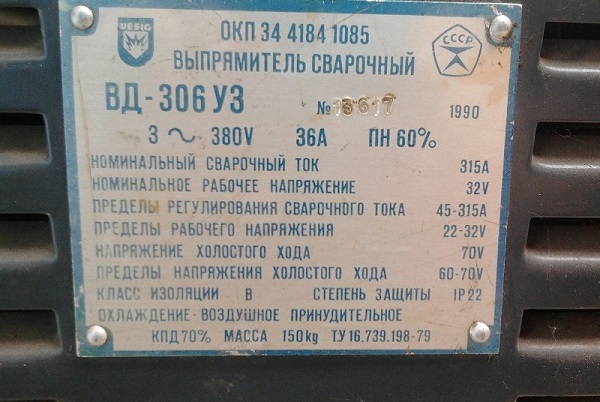
No, kako je praksa pokazala, ovo je zadani način bilo kojeg zavarivača zbog tehnoloških zaustavljanja (zamjena elektrode ili zavarenih dijelova, kretanje na radnom mjestu itd.).
transformatori
Transformatorska jedinica za zavarivanje je tradicionalna i najčešća vrsta opreme za zavarivanje kontakata. Osnova njegova dizajna je transformator za spuštanje . On se bavi pretvaranjem napona koji dolazi iz mreže na struju pogodnu za zavarivanje.
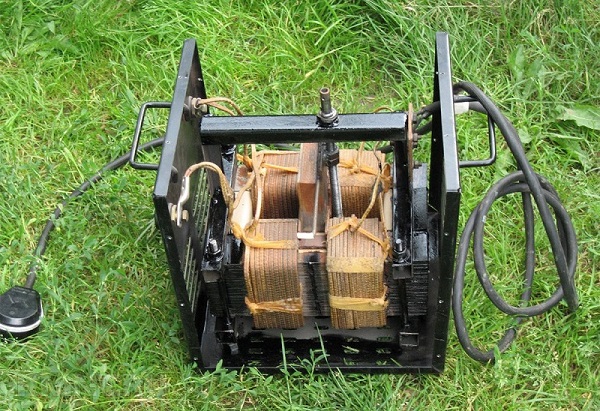
Za promjenu ampera u tim jedinicama najčešće se koristi način pomicanja namotaja jedan s drugim.
Izvanredne osobine
Značajna karakteristika transformatorskog zavarivača je da se na elektrodi primjenjuje izmjenična struja. To jest, transformacija se odvija samo naponom . Kao rezultat toga, raspršivanje metala povećava, što utječe na kvalitetu šava. Učinkovitost transformatora je u području od 80%, budući da se najveći dio energije troši na grijanje hardvera.

Jedinice su podijeljene u kućanstvo, stvarajući struju do 200 A, polu-profesionalnu i profesionalnu, do 300 A i više od 300 A. Da bi se uređaj koristio u domaćim uvjetima koristi se električna jednofazna struja 220 V. Ali profesionalna oprema najčešće koristi trofaznu struju s naponom od 380 V.
Transformatori obično rade s elektrodama od 2 do 5 mm. Preciznije informacije o tome mogu se pronaći iz putovnice na uređaj.
Opseg primjene
Strojevi za zavarivanje transformatora su nepretenciozni uređaji i praktično se koriste u svim sferama ljudske aktivnosti, gdje su potrebni zavareni spojevi željeznih metala. Uređaji se koriste za sljedeće svrhe:
- povezivanje metalnih konstrukcija na gradilištu;
- polaganje i popravak cjevovoda;
- zavarivanje vodovodnih cijevi;
- spajanje plošnih materijala, kako u spoju, tako i preklapanja.
Pro i kontra
Prednosti uređaja tipa transformatora uključuju sljedeće:
- niske cijene jedinice, uključujući njezino održavanje;
- visoka pouzdanost;
- jednostavnost popravka;
- pouzdanost i jednostavnost rada;
- Učinkovitost do 80%;
- jednostavnost dizajna.
Nedostaci transformatora:
- znatne dimenzije i teška masa - od nekoliko desetaka do sto kilograma i više, što otežava transport;
- nestabilan luk;
- Prskanje metala;
- osrednja kvaliteta šavova;
- poteškoće prilikom paljenja luka;
- osjetljivost na pad napona u mreži;
- za provođenje kvalitativnog zavarivanja zaposlenik je dužan imati određene kvalifikacije i iskustvo.
Ispravljači zavarivanja
Ovi strojevi su poboljšanje strojeva za zavarivanje transformatora i sposobni su raditi s kontinuiranim i stabilnim lukom, što pozitivno utječe na kvalitetu šava. Zbog jednostavnosti dizajna, čak i neiskusni operatori mogu raditi s ovom jedinicom.

Izvanredne osobine
U izgradnji jedinice, osim transformatora za spuštanje, nalazi se diodni most, kao i elementi za podešavanje volumetrijskih karakteristika (VAC), zaštite i pokretanja elemenata. Zahvaljujući transformatoru i ispravljačkom bloku, ne samo da se ulazni napon smanjuje, već ga i pretvara u konstantan. Zbog opskrbe istosmjernom strujom na elektrodu, smanjuje se spaljivanje metala, luk se ponaša stabilnije nego u transformatorskom aparatu, a šava je, dakle, dobre kvalitete.
Opseg primjene
Stroj za zavarivanje DC dizajniran je za sljedeće svrhe.
- Zavarivanje metala otpornih na koroziju, legiranih i ugljičnih čelika metodom MMA-DC . Uređaj se može koristiti s elektrodama s celuloznim ili baznim premazom.
- Za zavarivanje s argonom svi metali, osim aluminija i njegovih legura, TIG-DC metodom, tj. Elektrodom koji se ne može potrošiti. Ova metoda je dostupna ako je ispravljač opremljen BUSS-TIG-om (jedinicom za upravljanje procesom zavarivanja).
- Za zajedničko korištenje s mehanizmom za uvlačenje elektrode, kao i jedinicu za napajanje. Ova kombinacija pretvara uobičajeni stroj u poluautomatski stroj koji može zavariti pomoću MAG-DC i MIG-DC metoda.
Zavarivanje ispravljači su naširoko koristi u inženjeringu i brodogradnji, u gradnji, polaganju cjevovoda, kao iu domaćoj sferi. Uređaji mogu biti stacionarni i pokretni, opremljeni kućištem.
Pro i kontra
Glavne prednosti ispravljača zavarivanja:
- poboljšani faktor učinkovitosti;
- minimizira gubitke električne energije;
- dobra kvaliteta šava;
- jednostavnost dizajna;
- stabilan luk;
- niska razina buke;
- poboljšana dinamička struja;
- pouzdanost paljenja lukova;
- tijekom zavarivanja nastaje mala količina prskanja;
- sposobnost kuhanja nehrđajućeg čelika i obojenih metala.
Nedostaci uređaja:
- teška masa;
- "Spuštanje" napona u električnoj mreži;
- osjetljivost na naponske kapi;
- visoka cijena, u usporedbi s transformatorom.
izmjenjivači
Ovi tipovi strojeva za zavarivanje su oprema koja pruža pouzdanu i kvalitetnu vezu metala. Invertori - vrlo zahtjevne jedinice, kako profesionalaca, tako i domaćih majstora zbog male težine, kompaktnih dimenzija, visokokvalitetnog zavarivanja i pristupačne cijene.

Izvanredne osobine
Značajka pretvarača je da struja, od ulaza do uređaja i završava s izlazom iz njega, prolazi kroz nekoliko transformacija:
- Zamjenska struja koja dolazi iz mreže ili generatora pada na primarni ispravljač, gdje se pretvara u trajni ispravljač;
- Nadalje, izravna struja koja prolazi kroz jedinicu pretvarača, koja se sastoji od skupine tranzistora, postaje opet promjenjiva, ali s povećanom frekvencijom oscilacija (deseci kilohertz);
- visokofrekventna struja pada na step down transformator, gdje istodobno s naponom smanji trenutni intenzitet povećava nekoliko puta;
- struja teče do sekundarnog ispravljača koji je već instaliran na izlazu jedinice, gdje se ponovno pretvara u konstantnu, nakon čega se usmjerava na elektrodu.
Zbog uporabe pretvarača pretvarača, moguće je smanjiti veličinu transformatora odstupanja i odgovarajuće dimenzije uređaja. Također, pretvarač ima prilično visoku učinkovitost - ne manje od 90%, a karakterizira visokokvalitetne zavarene šavove.
Uređaji su opremljeni termičkom zaštitom, zaštitom od prenapona, funkcijom vrućeg pokretanja i zaštitom protiv prianjanja.
Opseg primjene
Pretvarači za zavarivanje koriste se za elektrolučno zavarivanje (MMA) s komadnim elektrodama, te za zavarivanje pomoću TIG, MIG i MAG metoda u poluautomatskim postajama. Ova se mogućnost pojavljuje ako spojite mehanizam za povlačenje žice (s kontrolnom jedinicom), koji se može kupiti u Kini. No, češće nego ne, pretvarači se koriste kao prijenosni MMA jedinice na gradilištu, tijekom popravaka i instalacija, za zavarivanje žice, kao i kućanstvo kugle za spajanje metala.
Često se pretvarači koriste u generatorima za zavarivanje . Ova kombinirana jedinica može raditi na terenu i na udaljenim gradilištima. Generator benzinskih zavarivača je pristupačniji od dizela, a može se koristiti za potrebe domaćih, uključujući i kao autonomnu elektranu.
Pro i kontra
Invertori su univerzalni u svojim jedinicama za uporabu, koriste se za zavarivanje zavojnica i za spajanje dijelova preklapaju, a imaju sljedeće pozitivne karakteristike:
- povećana učinkovitost (do 95%);
- kompaktne dimenzije i male težine (4-10 kg), što olakšava transport uređaja;
- visoka kvaliteta zavarivanja zbog velikog broja postavki;
- stabilnost električnog luka;
- može se koristiti kao zavarivač za bakrene žice ;
- Pomoću ove opreme početnici mogu raditi;
- sa strojem možete koristiti sve vrste elektroda;
- Mono invertori postižu 80%.
Nedostaci pretvarača, međutim, vrlo su primjetni.
- Visoka cijena jedinice.
- Skupo popravljanje . Popravak vanjskog reda IGBT-a košta pola troškova novog pretvarača.
- Osjetljivost na prašinu prostorije . Prašina, smještena na radijatore tranzistora, značajno smanjuje prijenos topline, zbog čega se oni pregrijavaju.
- Na niskim temperaturama formira se kondenzacija na elektroničkim pločama zbog kojih mogu izgorjeti.
Zavarivanje poluautomatskih strojeva
Semiautomat su agregati, koji se u većoj mjeri koriste od profesionalaca za zavarivanje bilo kojeg metala, uključujući različite metale. Prema statistikama, gotovo 70% svih operacija zavarivanja u Rusiji obavlja se poluautomatskim strojevima.
Izvanredne osobine
Ova vrsta zavarivačke opreme sastoji se od:
- jedinica za zavarivanje transformatora ili pretvarača;
- uređaj koji hrani žicu elektrode;
- plamenici s crijevom;
- balon s zaštitnim plinom.

Proces zavarivanja odvija se pomoću posebne žice koja služi kao elektroda. Mjesto zavarivačke kupke puše s zaštitnim plinom (obično je plin ugljični dioksid) da iz nje izbaci kisik iz atmosferskog zraka. Brzina napajanja žice i brzina protoka plina u poluautomatskom stroju mogu se podesiti kako bi se postigla optimalna kvaliteta šava.
Na poluautomatskim strojevima moguće je raditi s plinom i bez plina, koristeći žicu s praškastim premazom. Zaštitna prevlaka na visokoj temperaturi, isparavanje, stvara zaštitnu plinsku kapu za kupku za zavarivanje.
Opseg primjene
Poluautomatsko zavarivanje, kao suvremena oprema, idealno je za uporabu u velikoj i srednjoj proizvodnji, u servisiranju automobila i kućnim radionicama. Korištenjem poluautomatskog stroja, možete kuhati gotovo bilo koji metal, bilo koja debljina, postizanje visokokvalitetnog zavarivanja, nakon čega gotovo bez obrade šavova za uklanjanje troske.
Glavna obilježja poluautomatskih strojeva su zavarivanje tankih limova (od 0, 5 mm). Većina tih svojstava uređaja korisna je za popravak karoserije automobila, gdje ponekad morate napraviti uredan šav bez metalnog gorenja jer drugi uređaji nisu u stanju to učiniti.
Pro i kontra
Prednosti poluautomatskih strojeva su sljedeće:
- visoka kvaliteta dobivenog šava;
- minimalno prskanje metala tijekom rada aparata;
- visoka produktivnost;
- zahvaljujući radu jedinice s žicom, moguće je napraviti dugo šavove bez zaustavljanja za promjenu alata ;
- spajanje tankih metalnih ploča;
- spoj od obojenih metala i nehrđajućeg čelika;
- šavovi nisu prekriveni šljakom, tako da nema vremena za obradu.
Minusa poluautomatskih uređaja:
- Potrebna je prisutnost plinske opreme, a budući da plinski cilindar ima veliku masu, teško je premjestiti svu opremu;
- kada radi na otvorenom, potrebno je zaštiti plamenik od vjetra, koji gura zaštitni plin;
- visoka cijena opreme.
Argonsko zavarivanje
Naziv ove metode, kao što nije teško pogoditi, dolazi od plina, koji se koristi kao zaštitni. Sa argonskim zavarivanjem, moguće je izraditi strukture kombiniranjem metala koje se ne mogu povezati drugim metodama.

Izvanredne osobine
Argon je teži od kisika, tako da se lako prodire u zavareni bazen i štiti je od oksidacije kisikom. Ova metoda je zavarena korištenjem konvencionalnih elektroda za taljenje i volframa, koji se ne otapaju tijekom rada (TIG metoda).
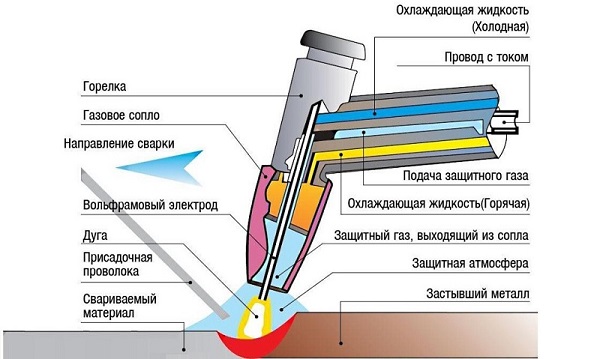
Zavarivanje je kako slijedi.
- Argon se ulijeva u plamenik i izlazi kroz njegovu mlaznicu.
- Između dijela koji se spaja i elektrode, svijetli električni luk. Budući da luk ima visoku temperaturu, rubovi spojenih dijelova počinju se rastopiti.
- Na mjestu gdje luk djeluje, dobiva se aditiv koji može biti žica. Naprava može biti automatska ili ručna.
- Žica, topljenje, ispunjava razmak između spojenih elemenata, stvarajući šav.
- Tijekom rada jedinice, plamenik se hladi vodom kroz sustav cijevi koji su spojeni na njega.
Vrijedno je napomenuti da je paljenje luka u mediju argona gotovo nemoguće proizvesti zbog visokog ionizacijskog indeksa tog plina. Da biste to učinili, potreban je veći napon. Stoga, da biste zapalili luk, upotrijebite instrument nazvan oscilator koji napaja visokonaponski i visokofrekventni napon na elektrodu. To osigurava ionizaciju plina u jazu između elektrode i metala za zavarivanje, gdje nastaje luk.
Opseg primjene
Metoda argonskog zavarivanja široko se koristi za spajanje svih vrsta metala. Ali u većini slučajeva koristi se za zavarivanje aluminijuma i nehrđajućeg čelika na benzinskim postajama . Ako želite staviti radijator ili cijev u klima uređaj, pukotina u kućištu mjenjača, tada nema boljeg načina od argonskog zavarivanja.
Osim toga, aparat za argon se koristi za zavarivanje duralumina, lijevanog željeza, titana, bakra, silina i drugih metala, uključujući neželjezne i legure na temelju njih. Drugi aparat za zavarivanje argona koji se koristi za spajanje dijelova složenih oblika, na primjer prilikom izrade kovanih proizvoda za interijere: ograđivanje kamina, komada namještaja, lustera, vrata itd.
Pro i kontra
Prednosti argona agregata uključuju sljedeće:
- pouzdan i hermetičan spoj;
- zbog malog zagrijavanja spojenih dijelova , ne dolazi do termičke deformacije proizvoda;
- mogu se kombinirati različiti metali;
- Rad na materijalima za zavarivanje vrši se pri velikoj brzini.
Nedostaci argonskog zavarivanja:
- kompleksna oprema;
- za rad s opremom potrebni su kvalificirani i iskusni stručnjaci.
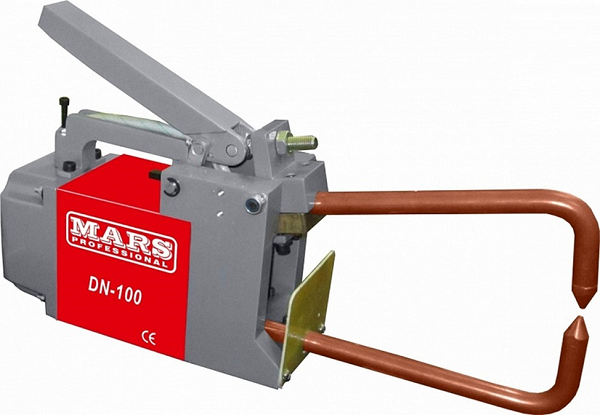
Točkasti strojevi za zavarivanje
Točkasti aparat za zavarivanje je niz kontaknih uređaja i vrlo je zahtjevan kao metoda spajanja metala. U ovoj metodi, metali su povezani s jednom ili više točaka na određenoj udaljenosti. Snaga veze ovisi o strukturi, kao io veličini točke. Na karakteristike točke utječu: svojstva elektroda, sila i vrijeme kompresije, trenutni parametri, svojstva metalnih dijelova koji se spajaju.
Izvanredne osobine
Najčešće se koriste aparati za točkasto zavarivanje koji imaju kondenzatore u njihovom sastavu. Potonji akumuliraju energiju i u trenutku spajanja elektroda daju ga dalje. U tom slučaju nastaje impuls za zavarivanje visokog intenziteta strujanja, tako da se dijelovi koji se zavaruju zavareni na mjestu gdje elektrode dotiču.
Elektrode za ovu jedinicu mogu biti različitih oblika, kao što je prikazano na sljedećoj slici.

Zbog vrlo kratkog impulsa (stotina ili tisućinki sekunde), područje izloženosti visokim temperaturama minimizirano, što omogućuje povezivanje metala debljine 0, 1 mm.
Opseg primjene
Za točkasto zavarivanje mogu se razlikovati sljedeće aplikacije.
- Proizvodnja žilavih konstrukcija s istovremenom povezivanjem dijelova dijelova, na primjer u automobilskoj i zrakoplovnoj konstrukciji, u stvaranju komičnih tehnika, kao i ostalih tehnika, čija izvedba uključuje detalje oblika profila.
- Izrada instrumenata. U ovom području, točke-poput spajanja metode dijelova koriste se u proizvodnji jedinica minijaturnih veličina i slučajeva uređaja napravljenih od tankog materijala.
- Trgovine za popravak automobila .
Pro i kontra
Prednosti zavarivanjem metalnih metala uključuju:
- visoka produktivnost (u procesu proizvodnje je potpuno automatiziran);
- elektrode za zavarivanje mogu se ugraditi na robotske manipulatore, na automatskim linijama;
- ne zahtijevaju uporabu materijala za punjenje;
- visoka kvaliteta zavarenih spojeva;
- mogućnost spajanja vrlo tankih dijelova;
- ne zahtijeva visoku kvalifikaciju operatera.
Nedostaci metode:
- Nemoguće je povezati različite metale;
- curenje šavova;
- složenost konstrukcije kompresijskog mehanizma, kao i glava za zavarivanje;
- visoka cijena za nepokretnu opremu.
Zavarivanje plinom
Ova metoda povezivanja metalnih proizvoda, koja je jednostavna za upotrebu, ne zahtijeva izvor energije i skupe opreme.

Izvanredne osobine
U plinskom zavarivanju spajanje metala nastaje taljenjem rubova obratka i žice za punjenje, koje se zagrijavaju pomoću usmjerenog strujanja plinovitog plina, ostavljajući plamenik. Učinkovito i stabilno izgaranje plina u plameniku osigurava stvaranje smjese acetilena s kisikom. Osim upotrebe acetilena, vodik se često koristi za povećanje produktivnosti.
Stroj za zavarivanje vodika (elektroliza) je sigurniji u radu i karakterizira stvaranje visokokvalitetnih spojeva. Umjesto plinskog cilindra, koristi se posebna jedinica, nazvana elektrolizatorom, u kojem se voda raspada u kisik i vodik. Ovaj proces je posljedica utjecaja na vodu električne struje. Nakon toga, vodik ulazi kroz crijevo kroz crijevo na plamenik, a postupak zavarivanja odvija se na uobičajeni način, kao kod balonskog plina.
Opseg primjene
Oprema za zavarivanje plinom koristi se za sljedeće svrhe:
- kombinacija metala kao što su aluminij, silumin, olovo, bakar, nehrđajući čelik, crne i druge vrste metala;
- zavarivanje i popravak na metalnim proizvodima;
- hermetičko spajanje cijevi malih i srednjih promjera, uključujući cijevi tankog zida;
- premazivanje mjedenim premazom na metalnim dijelovima;
- proizvodnja različitih kontejnera i posuda.
Na bilješku! Osim metalnih spojeva, plinski plamenici se koriste za rezanje metala različitih debljina.
Pro i kontra
Pro zavarivanja plinom:
- skupo oprema nije potrebna;
- dostupnost potrošnog materijala;
- ne zahtijeva izvor energije;
- moguće je podesiti snagu plamena i stupanj zagrijavanja dijela.
Nedostaci metode:
- dugo grijanje metala u usporedbi s električnim zavarivanjem;
- široka zona toplinskog udara;
- trošak acetilena i kisika premašuje trošak električne energije, ako se isti usporedni rad provodi istim postupkom zavarivanja, koristeći obje metode;
- Niska brzina rada prilikom spajanja debelih dijelova, jer postoji značajna rasipanja topline iznad obradaka;
- metoda je teško automatizirati;
- korišteni plinovi (acetilen i kisik) su visoko eksplozivni;
- prilično nezgodna oprema za kretanje koje zahtijeva prisutnost transporta.
Zavarivanje indukcijom
Metoda indukcije spajanja proizvoda iz metala naziva se i visokofrekventnim . Prema načelu rada, indukcijska oprema značajno se razlikuje od tradicionalnog i vrlo je relevantna, posebno u proizvodnji. Postupak zavarivanja je sljedeći. Prvo, dio se zagrijava indukcijskom strujom visoke frekvencije. Nakon zagrijavanja obratka, stisnut je pomoću valjaka, zbog čega su rubovi zavareni.
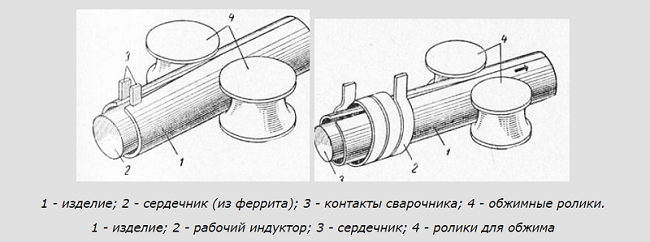
Općenito, oprema za indukcijsko zavarivanje koristi se u izradi šavnih zavarenih cijevi.
Prosovi metode indukcije spajanja metala:
- brzo zagrijavanje radnog komada i isto brzo zavarivanje;
- veza je visoke kvalitete i trajnosti;
- Šava postaje glatka, bez ogrebotina.
Nedostaci metode:
- teško je održavati razmak između obratka i induktora;
- velika potrošnja energije;
- nakon zavarivanja teško je očistiti unutarnju šav.
Zavarivanje u plazmi
Uređaji za lemljenje plinom, rezanje i zavarivanje metala vrlo su rasprostranjeni, zbog njihove sposobnosti za obavljanje gore navedenih zadataka u kratkom vremenu i visokom učinkovitošću.

Izvanredne osobine
Zavarivanje u plazmi slično je argonskom zavarivanju, ali cijeli postupak nastaje uz protok plazme. Temelj plazme je ionizirani plin koji je usmjeren na desni kanal.
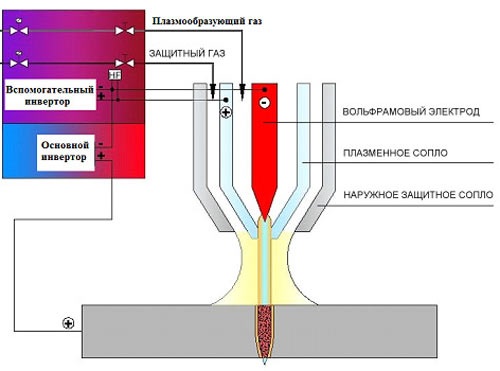
Kako bi se obični luk pretvorio u plazmi, to jest da se poveća njegova temperatura i snaga, plin koji formira plazmu se prisilno uvlači u zrak, nakon čega se komprimira luk. Da bi se stisnuo luk, uređaj koji se naziva plazma baklja koristi se na aparatima. Njegov glavni zadatak je smanjiti presjek luka, što povećava snagu i energiju. Zidovi plasmatrona tijekom rada postrojbe podvrgavaju se hlađenju vodom, jer temperatura nastala plazme iznosi 30 000 C °, a obični luk ima temperaturu od samo 5 000 C °.
Također tijekom kompresije luka, plin koji formira plazmu ubrizgava se u njeno područje, gdje se zagrijava, ionizira i širi 50-100 puta. Nadalje, ovaj plin ostavlja mlaznicu velikom brzinom, zbog čega kombinacija toplinske i kinetičke energije tvori snažnu plazmu.
Opseg primjene
Zavarivanje u plazmi naširoko se koristi u inženjeringu, automobilskoj industriji, konstrukciji zrakoplova i raketama, gdje je potrebna visoka preciznost i kvaliteta spajanja dijelova iz različitih metala. Ovaj tip jedinica se također koristi u izgradnji plinovoda, toplinskih mreža, visokotlačnih naftnih cjevovoda, elektrana i drugih objekata.
Zavarivanje mikroplasama koristi se u proizvodnji gdje postoji potreba za spajanjem tankih limova, na primjer, u inženjerstvu instrumenta .
Agregati plazme mogu povezati metale debljine 0, 025 mm. Šava ima minimalnu širinu, a mala zona toplinskog utjecaja isključuje deformaciju proizvoda.
Osim toga, plazma uspješno smanjuje sve metale . Stoga su ti uređaji naširoko upotrebljeni za rezanje plazme pri velikoj brzini.
Pro i kontra
Prednosti stroja za zavarivanje plazma uključuju:
- mala veličina lukova, koja omogućuje točan rad;
- visoka temperatura plazme ubrzava radni tijek;
- moguće je raditi s bilo kojim metalima i nemetalnim materijalima (rezanje betona, stakla, keramičkih pločica i sl.), što ne dopušta zavarivanje;
- Da biste zaštitili oči, možete koristiti samo naočale;
- stabilnost luka;
- vrlo gusti dijelovi mogu se kuhati;
- jednostavnost korištenja;
- kompaktnost i laganu težinu.
Недостатки агрегатов:
- наличие ультрафиолетового излучения;
- ионизация воздуха положительно заряженными ионами, чего не дает, например, лазерный способ сварки;
- в окружающий воздух попадают вредные пары металлов.
Кроме всего, аппараты для плазменной сварки имеют высокую стоимость (от 100 000 руб.), и не все предприятия среднего уровня могут позволить себе приобрести данное оборудование. Но плазменный резак имеет более приемлемую цену (от 20 000 руб.) и доступен для частных, небольших мастерских.