
- Načelo rada zavarivačkog pretvarača
- Prednosti pretvarača
- klasifikacija
- Što tražiti kod kupnje pretvarača
- Dodatne funkcije implementirane na zavarivačkim pretvaračima
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
Jedno od najatraktivnijih izdržljivih i hermetičkih metoda spajanja metalnih dijelova je elektrolučno zavarivanje. Ova je metoda aktivno korištena više od stotinu godina. Sastoji se od taljenja rubova zavarenih elemenata i punjenje praznina između njih s tekućim metalom elektrode za zavarivanje pod utjecajem električne struje. U početku su se napuhani energetski transformatori koristili za smanjenje mrežnog napona do potrebnih 50-60 volti. Danas se naširoko koristi stroj za zavarivanje pretvarača, koji ima suvremeni uređaj i opsežne tehničke mogućnosti.
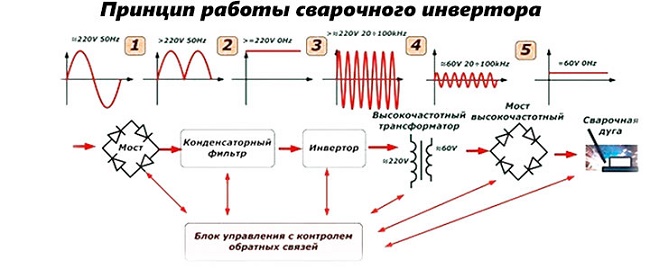
Načelo rada zavarivačkog pretvarača
Glavna razlika između stroja za zavarivanje s inverterom jest složeniji lanac transformacija na koji se standardna izmjenična električna struja podvrgava frekvenciji oscilacija od 50 Hz i naponom od 220 volti prije nego što se unese na elektrodu. Prvo, izravnava i izglađuje kad prolazi kroz poseban filtar. Zatim, brzo otvaranje i zatvaranje tranzistora invertirati ga u izmjenične struje s frekvencijom oscilacije dostiže desetke kHz. Tek nakon ove faze struja se pretvara u potrebna za zavarivanje 100-200A s naponom od 50-60V. Izlaz je visokofrekventni ispravljač koji postiže prolaz struje koja je neophodna za najkvalitetnije zavarivanje.
Praćenje i podešavanje odlaznih vrijednosti parametara rada pretvarača zavarivanja vrši upravljačka jedinica tranzistora. On čini optimalna svojstva struje koja struji na elektrodu, koja su potrebna za sve tipove i načine zavarivanja.
Glavna razlika između zavarivačkog transformatora i pretvarača je transformacija niskofrekventnih struja pomoću transformatora napajanja koji se ostvaruje samo na velikim uređajima, a visokofrekventna oprema pretvarača karakterizira njegova kompaktnost i niska potrošnja materijala.

Prednosti pretvarača
Usporedba zavarivačkih pretvarača s uređajima alternativnih izvedbi pokazuje uvjerljive prednosti takve opreme.
- Mala težina ne prelazi 10 kg, a kompaktne dimenzije većine modela olakšavaju skladištenje i transport.
- Odsutnost gubitaka topline potrošeno na zagrijavanje namota povoljno utječe na učinkovitost pretvarača, što, sve ostalo što je jednako, troši oko 1, 5 puta manje energije nego tipični zavarivačni transformator ili ispravljač.
- Univerzalni pretvarač ima širok raspon odlaznih karakteristika, što omogućuje odabir načina rada, uključujući zavarivanje od nehrđajućeg čelika i obojenih metala.
- Čak i modeli za dom i ljetnikovac ne zahtijevaju duge stanke u radu za hlađenje uređaja.
- Inverter za zavarivanje opremljen je jednostavnim upravljačkim sustavom s glatkom prilagodbom svih potrebnih parametara, što omogućuje postizanje visokokvalitetnih zavarivanja i novog zavarivača.
Postoje pretvarači i nedostaci koji su relativno visoka cijena i strogi uvjeti za skladištenje i radni uvjeti. Oni su osjetljivi na prašinu, prekomjernu vlažnost i niske temperature.
klasifikacija
Za potrebe proizvodnje koriste se različiti tipovi pretvarača, koji se razlikuju po funkcionalnim značajkama:
- za ručno zavarivanje električnim lima (MMA);
- za argon zavarivanje volfram elektrodom;
- za poluautomatsko zavarivanje u atmosferi inertnih ili aktivnih plinova (MIG / MAG);
- Poluautomatski uređaji za uporabu u MMA i MIG / MAG modovima;
- Univerzalno za rad u različitim oblicima;
- jedinice za rezanje zrakom plazme.
U pogledu performansi i tehničkih karakteristika, pretvarači za rad s elektrolitima za taljenje obično su podijeljeni u tri velike kategorije.
- Mini-modeli kućanstva dizajnirani za domove i vile koji imaju najjednostavniju opremu su jeftini da stoje i dobro će služiti u periodičnom načinu korištenja.

Zavarivanje invertera WESTER MINI200
- Profesionalni, koji mogu kuhati nekoliko sati dnevno, što je bolje kupiti u proizvodne svrhe, budući da košta 300-400 dolara po komadu, a kod kuće se neće isplatiti.

Inverter za zavarivanje Wester Wz7 400 profesionalni
- Poluprofesionalni uređaji koji zauzimaju međupoložaj između prve dvije skupine, koji će, ako se rabe razumno, prilagoditi kući i maloj radionici.
Što tražiti kod kupnje pretvarača
Izbor zavarivačkog pretvarača temelji se na uvjetima zavarivanja i režima na kojima treba odgovarati. Prvo, oni se određuju ulaznim naponom. Velika većina uređaja dizajnirana je za napajanje od 220 V, ali postoje i modeli povezani s mrežom od 380 V. U putovnici instrumenta određen je kao dopušteni raspon: 220 V + 15% - 30% ili 160-240 V. U ruralnim područjima s čestim stresom to može biti od velike važnosti.
Tekuća zavarivanja najvažnija je značajka režima zavarivanja: ona izravno ovisi o debljini zavarenih dijelova i promjeru korištenih elektroda . U uvjetima kućanstva, rijetko se kuhaju proizvodi deblji od 10 mm. U ovom slučaju, bolje je odabrati pretvarač koji može proizvesti struju od 160-180 A. Kod zavarivanja listova ugljičnog čelika debljine do 20 mm, potrebno je računati za 200 A. Preporučljivo je kupovati moćnije jedinice samo za specijalizirane radionice. Metoda prilagodbe je također važna. Mogućnost glatke regulacije, za razliku od diskretne, uvijek je poželjna za postizanje kvalitetnog zavarivanja.
Savjet! Prilikom rada s tankim dijelovima treba obratiti pažnju na nižu granicu odlazne struje, što je poželjno imati razinu od 10 A.Jednostavnost paljenja zavarenog luka povezana je s praznom hodu. U većini modela, to je u rasponu od 40 do 90 volti. Što je ova brojka veća, to će lakše kuhati.
U slučaju intenzivnog rada, postotak radnog vremena pri maksimalnoj struji, označen PV, ima veliki utjecaj na kapacitet jedinice. Dobar uređaj trebao bi imati takav pokazatelj na razini od najmanje 70%. To znači da s proizvodnim ciklusom od 10 minuta, 7 od njih se može kuhati pod punim opterećenjem, a 3 minute treba potrošiti za zamjenu elektrode, čišćenje šavova i hlađenje uređaja.
Dodatne funkcije implementirane na zavarivačkim pretvaračima
Korištenje mikroprocesorske kontrole pretvaračke opreme s učinkovitu povratnu informaciju omogućuje primjenu dodatnih opcija koje olakšavaju proces zavarivanja. Za njih je potrebno rangirati:
- vrući početak, osiguravajući kratkotrajno povećanje napona u početnom razdoblju zavarivanja, što olakšava lukanje;
- anti-adhezija, čime se smanjuje opterećenje kad elektroda slučajno dotakne zavarene rubove, čime se izbjegava zavarivanje elektrode, što je čest problem za početak majstora;
- prisiljavajući luk, eliminirajući prianjanje elektrode pri odvajanju velike kapi rastaljenog metala zbog kratkog povećanja struje.
Sva navedena svojstva strojeva za zavarivanje pretvarača pozitivno se odražavaju u udobnosti rada s njima i kvalitete dobivenih šavova.