
- Uređaj i načelo rada poluautomatskog uređaja
- Odabir žice elektroda
- Pravila za poluautomatsko zavarivanje
- Sigurnosne mjere na radu
Pomozite razvoju web mjesta, dijelite članak s prijateljima!
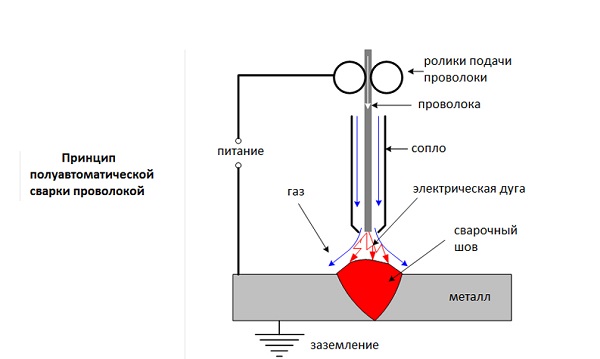
Potražnja za poluautomatskim strojevima za zavarivanje na tržištu opreme za zavarivanje nastavlja rasti svake godine. To je zbog očitih prednosti: pristupačne cijene, širok raspon načina rada, jednostavni za postavljanje i rad. Ipak, majstor novaka nije uvijek u stanju razumjeti kako koristiti poluautomatski. Prvo što trebate znati jest uređaj i načelo rada jedinice, kao i osnovne preporuke za odabir žice za zavarivanje.
Uređaj i načelo rada poluautomatskog uređaja
Osnovna svrha poluautomatskog stroja za zavarivanje je elektrolučno zavarivanje pomoću elektrode za taljenje, koja se protječe štitnim plinom . Uređaj se koristi za spajanje niskolegiranih i niskokirisnih čelika, i produženih i isprekidanih šavova.

Ova je oprema dizajnirana za rad u zatvorenim, dobro prozračenim prostorijama pri temperaturi zraka od -10 ° C do + 40 ° C.
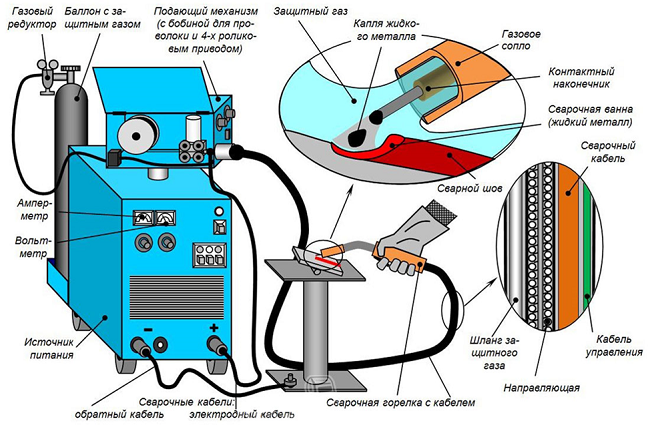
Poluautomatski je od sljedećih elemenata:
- glavna jedinica koja proizvodi struju zavarivanja potrebne vrijednosti;
- jedinica za napajanje žice;
- zavarivačka baklja s priključenim kabelom kroz koji prolazi žila za napajanje, plinskim crijevom, kontrolnom žicom i vodičem za žičanu elektrodu.
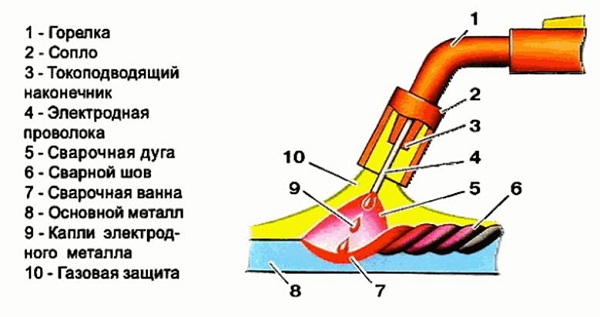
Načelo jedinice je kako slijedi. Kada se pritisne gumb za pokretanje na ručici baklje, vodilica elektroda (4), struja i zaštitni plin se dovodi kroz mlaznicu (2). Tekuća struja vodi kroz vodljivi vrh (4). Kada dođe u kontakt s osnovnim metalom, pojavljuje se električni luk koji počinje rastopiti elektrodu. Kapi metalnog elektroda, koji padaju na osnovni metal (8), formiraju šav (6). U ovom slučaju, kupka za zavarivanje (7) nalazi se ispod zaštitnog plina za puhanje (10), koji sprječava ulazak kisika i dušika iz atmosferskog zraka. Zahvaljujući zaštiti plina, zavareni šav je izdržljiv i visokokvalitetan.
Rad poluautomatskog stroja je također moguć bez zaštitnog plina. U tom slučaju, koristi se žica elektrode koja ima posebnu prevlaku u prahu. Na visokim temperaturama ovaj premaz isparava, a time proizvedeni plinovi provode zaštitnu funkciju za zavareni bazen.
Odabir žice elektroda
Žica elektroda je alat bez kojeg stroj za zavarivanje ne može raditi. Poslužuje se s posebnim mehanizmom i obavlja funkciju elektrode.
Za poluautomatske strojeve postoje dvije skupine materijala za zavarivanje:
- čvrsta žica;
- žica elektroda praha.
Vrste prve verzije su više od 76 godina. No, najčešće se koristi samo mali dio njih. Druge vrste vezivanja su visoko specijalizirane i koriste se u proizvodnji. Glavna stvar koju treba uzeti u obzir prilikom odabira žice je vrsta metala iz kojeg će se zavarivati konstrukcija. Najčešće, automat se mora kuhati s niskom razinom ugljika i niskolegiranim čelicima pomoću bakrene žice i bakrene žice.
Bakrena žica je najpopularnija među zavarivačima zbog prevlake protiv korozije. Ali, ne znaju svi kad se topljenje bakra u zraku pada štetnim plinovima. Non-bakrena žica je više bezopasna i ima premaz za zaštitu od korozije.
Također, na poluautomatskim uređajima koristi se žica s flux-cored, koja ne zahtjeva prisustvo zaštitnog plina tijekom kuhanja. Žica elektrode ima posebnu oznaku, na primjer, kao što je: СВ-08Г2С . To je dešifrirano kako slijedi:
- CB- zavarena žica;
- 08 - znači da maseni udio ugljika u alatima iznosi 0, 08%;
- - ovo pismo označava mangan, koji je u žici;
- 2 - slika pokazuje da je sadržaj mangana 2%;
- C - ovo slovo ukazuje na prisutnost silicija u alatima, ako nakon slova nema znamenke, onda ona ne sadrži više od 1%.
Ispod je tablica u kojoj su dešifrirane abecednim oznakama svih aditiva koji čine žicu za zavarivanje.
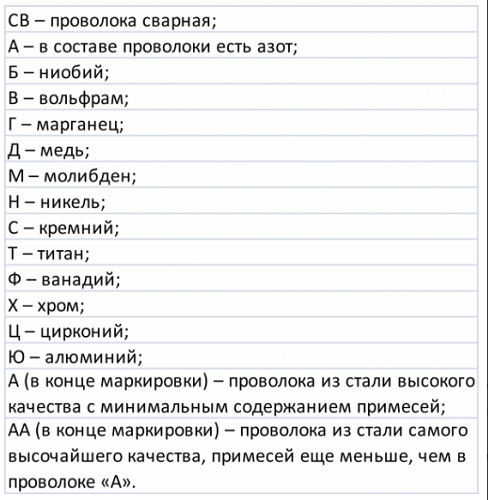
Na primjer, pomoću tablice moguće je dekodirati oznaku CB-06X21N7BT što znači da žica za zavarivanje ima 0, 06% ugljika, 21% kroma i nikal - 7%; Žica je legirana s dva metala, niobijem i titanijem.
Za zavarivanje niskolegiranih čelika (to je 90% ukupnog valjanog metala) koristi se žica 08G2S promjera 0, 6 mm. Može se koristiti i u svakodnevnom životu i za popravak tijela. Osim toga, može se koristiti i na jedinicama s trenutnim do 500A. Za zavarivanje nehrđajućih čelika koristite žicu marke Sv01H19N9. Aluminij i bakar se kuha u mediju argona koji odgovara sastavu žice. Aluminij se kuha s markama SV-97, SV-A85 i SV-AMZ. Za zavarivanje bakra koristi se oprema marke SV-97, CB-A85 i CB-AMZ.
Savjet! Ako se rad poluautomatskim strojem izvodi na polju ili na otvorenom, moguće je koristiti žicu sa žarnom niti koja ne zahtijeva puhanje plinom.Promjer žice elektrode odabire se u skladu s debljinom metala za zavarivanje.

Pravila za poluautomatsko zavarivanje
Prije svega, kada počnete raditi poluautomatski, dijelovi namijenjeni spajanju moraju biti dobro očišćeni od boje i hrđe . Također, potrebno je očistiti mjesto na koje će se pričvrstiti stezaljka za masu.
Kako držati plamenik
Možete držati plamenik jednom rukom, ali kvaliteta šavova će biti bolja ako koristite oboje. Jedna ruka služi kao podrška, a druga drži plamenik.

Ovom metodom lakše je kontrolirati kut i udaljenost plamenika od obradaka, kao i izvršiti potrebne kretnje radi dobivanja kvalitetnog zavarivanja. Kako bi ruke bile slobodne, trebate upotrijebiti masku za zavarivanje, koja je fiksirana na glavi.
Nema idealnog kuta za poluautomatski rad. Obično, za spajanje s prazninama koje leže u istoj ravnini, nagib plamenika (od okomitog položaja) koristi se na 15-20 stupnjeva. Povezivanje dijelova pod kutom jedna prema drugoj, nagib plamenika koristi se na 45 °. Svaki zavarivač, uz stjecanje iskustva, odabire za sebe najprikladniji kut nagiba alata, uzimajući u obzir različite situacije.
Kretanje s bakljom
Da bi se stvorio kvalitetan var, postoji mnogo načina premještanja plamenika.
- Wave-zigzag pokret koristi se za metale debljine 1-2 mm . Tako, luka zgrabi obje metalne ploče i nema vremena da ga spali. Kao rezultat toga, šava postaje zapečaćena i izdržljiva.
- Za zavarivanje metala bilo koje debljine, koristi se ravna šava, isključujući svako kretanje na stranu. No, u ovom slučaju, operater zahtijeva određeno iskustvo, tako da prilikom pomicanja plamenika, luka ravnomjerno utječe na oba dijela parenja.
- Ako je potrebno raditi na metalu debljine manjoj od 1 mm, smanjite trenutnu brzinu i brzinu uvlačenja žice i koristite žicu manjeg promjera. Zavarivanje bi se trebalo dogoditi s kratkim impulsima, uz stanku oko jedne sekunde. Pauza je potrebna da se ohladi metal i spojiti sljedeće segmente u monolitni šav.
- Ako se dugi, tanki dijelovi spajaju, zavarivanje se provodi pomoću kratkih segmenata ili točaka na određenoj udaljenosti. Također, da biste izbjegli deformaciju dijelova, možete zamrznuti, u kratkim segmentima, s različitih krajeva parčišćenja.
Brzina zavarivanja
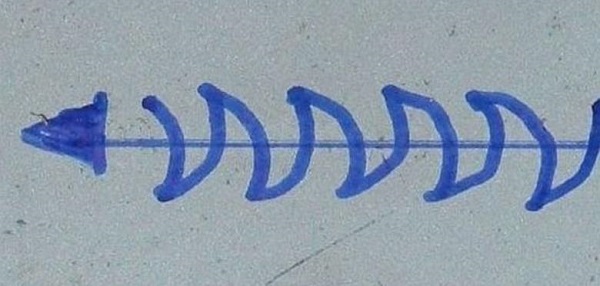
To je brzina pomicanja električnog luka na spoju dijelova, a upravlja ga poluautomatskim strojem. Brzina kretanja alata mora odgovarati valnom naponu, brzini uvlačenja žice, debljini metala i potrebnom obliku zavarivanja. Pri velikoj brzini baklje, stvara se puno prskanja, zaštitni plin ostaje u šavovima koji brzo postavljaju i uzrokuju da se u njoj nastaju pore. Pri sporoj brzini pomicanja plamenika, stvara se prekomjerna ekspozicija električnog luka na materijal, koji ga može spaliti kroz i kroz. Osim toga, kada se pridružuju masivnim dijelovima, formira se gusta šava. Sljedeća slika prikazuje kako šavovi izgledaju kada se plamenik pomiče različitom brzinom.

Protok plina
Opskrba plinom mora biti dovoljna kako bi se osiguralo pušenje žice za napajanje. S slabom strujom plina, zavarivanje neće biti zaštićeno od oksidacije. Ali čak i uz visoku brzinu protoka, zaštita će biti neadekvatna zbog pojave vrtloga . Sva ta odstupanja od norme čine šav poroznim i krhkim. Stoga je vrlo važno postići ravnomjernu količinu plina tako da protok ne uzrokuje turbulentnost i potpuno štiti mjesto zavarivanja.
Duljina žice
Žica prije dodirivanja metala trebao bi ostaviti vrh za 6-13 mm. Iz ove vrijednosti ovisi otpor i temperatura određene duljine elektrode . Što je žica veća od vrha, manja je veličina luka. Kao rezultat toga, šavovi se pokazuju debelim i uskim, s malim prodorom u metal. Ako se izlazna duljina alata smanji, prodiranje luka u metal će se povećati, a šava postaje razrijeđena i šira.
Savjet! Za strujnu žicu koja radi bez plina, raspon bi trebao biti unutar 30-45 mm.polaritet
Polaritet u opremi za zavarivanje znači smjer struje u svom krugu . U slučaju izravne polarizacije, na žicu se nanosi negativni naboj, a na radni komad koji se treba zavariti stavlja se pozitivan dio. Uz obrnuti polaritet, suprotno je istinito: žica je plus, a obradni dio je minus.
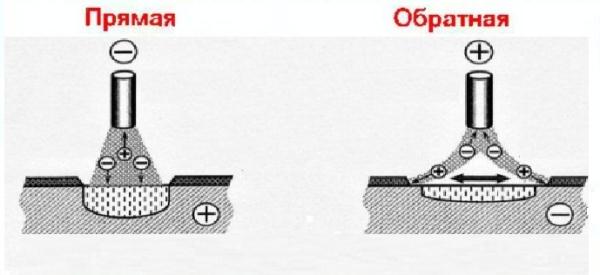
Važno! Prilikom radova bez zaątite plina, flux cored žice, koristite metodu izravne polaritet, i plina - obrnuti polaritet.
Zvuk pri zavarivanju
Slušanje zvuka zavarivanja je važno, posebno za početnike tijekom učenja. Pravilan zvuk kod zavarivanja poluautomatskim nalikuje zvuku prženja mesa u tavi. Kad se čuje "cvrčanje zvuk", to znači da se bilježi ravnoteža između trenutnih postavki, žice i brzine napajanja plina. Na promjenu zvuka tijekom rada uređaja može utjecati:
- slab kontakt između stezaljke mase i dijela;
- prisutnost zamrznutog spreja na vrhu plamenika, sprječavanje normalnog protoka plina;
- loše očišćeni od hrđe ili boje zavarivanja području.
Sigurnosne mjere na radu
Kod rada s opremom za zavarivanje, moraju se poštivati sljedeće sigurnosne mjere.
- Zavarivač treba zaštititi sva područja tijela od prskanja metala na njih. Da biste to učinili, koristite zaštitnu odjeću, čvrsto pokrivajući otvorena područja tijela, kao i zaštitne rukavice. Odjeća treba biti izrađena od gustog materijala koji može izdržati ulaz toplih sprejeva. Ni u kojem slučaju ne bi trebala biti odjevna od sintetičkih vlakana koja se, kad su izložena visokim temperaturama, počnu topljivati. Takav materijal odmah izgara, što može uzrokovati opekline u zavarivaču.
- Budući da se tijekom zavarivanja stvaraju tvrdi ultraljubičasti zračuni, potrebno je zaštititi oči s maskom s tamnim staklom . Ne tako davno, na prodaju su se pojavile maske s staklenim "kameleonom", koje je zasjenilo izgledom jakog svjetla. Također, ostali dijelovi tijela trebaju biti zaštićeni od ultraljubičastog zračenja.
- Cipele moraju biti zatvorene kako bi spriječile ulazak vrućih iskri u njega.
- Soba u kojoj se obavlja zavarivanje mora imati prisilnu ili prirodnu ventilaciju (prisutnost prozora koji se mogu otvoriti). Inhalacija para i para nastala tijekom zavarivanja, štetnih za zdravlje ljudi.